")
Produzione di serbatoi metallici di varie dimensioni per applicazione come componenti ( filtri, addolcitori, torri di contatto, etc ) nel campo del trattamento acqua
Kawe dispone di una divisione specializzata per la produzione di carpenterie metalliche utilizzate prevalentemente come componentistica negli impianti industriali del trattamento dell'acqua.
L'officina è in grado di produrre carpenterie con diametro massimo sino a 2000 mm. a con altezza lamiera di 2.500 mm.
Le carpenterie sono in genere provviste di idonei passi d'uomo collocati sui fianchi come anche sui fondi sia superiore che inferiore e sono completate con raccordi sia a filetto che a flangie, posizionati secondo l'esigenza.
I vari modelli sono eseguiti secondo degli schemi prefissati oppure su specifica richiesta e disegno del cliente.
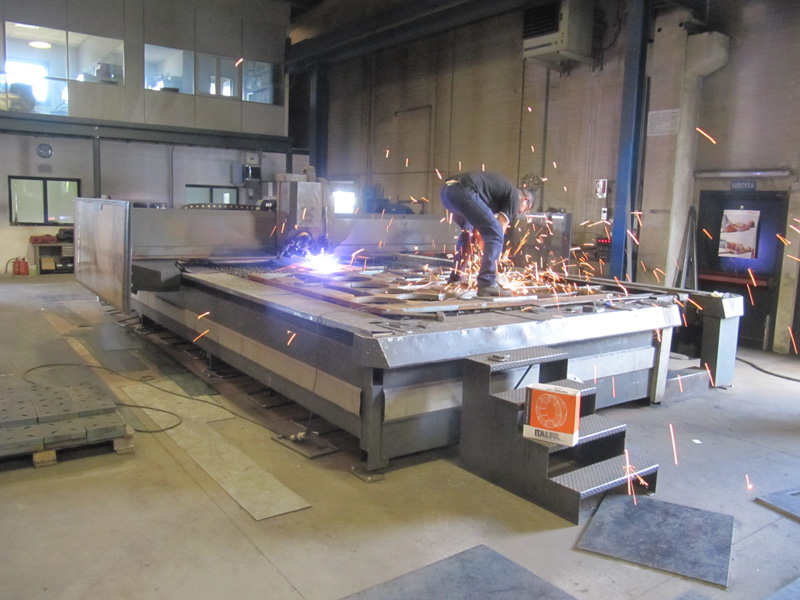
TAGLIO LASER
Molti elementi sono preparati mediante taglio laser in modo da poter ottenere velocemente e con precisione la maggior parte dei pezzi che occorrono per la costruzione della carpenteria. La stessa lamiera centrale viene profilata ai bordi e forata opportunamente, predisponendola per il successivo inserimento dei componenti accessori.
CALANDRATURA
La lamiera centrale ( virola ) viene calandrata su apposito macchinario per dargli la forma circolare e un esatto diametro che deve coincidera esattamente con i fondi che verranno applicati successivamente per saldatura.

SALDATURA AD ARCO SOMMERSO
La lamiera calandrata ( virola ) viene posizionata su una macchina semi automatica per saldatura ad arco sommerso che permette di saldare i fondi alla virola. La macchina dispone di rulli che fanno girare la lamiera mentre la torcia fissa esegue la saldatura.
Sulla stessa macchina viene eseguita la saldatura longitudinale mediante la traslazione dell'intera macchina saldatrice su appositi binari predisposti. Con questo sistema la saldatura risulta particolarmente rettilinea e regolare.
APPLICAZIONE DELLE PARTI ACCESSORIE
Il corpo delle carpenterie con i fondi già perfettamente saldati, viene appoggiato su dei posizionatori dove i saldatori manualmente provvedono alla saldatura dei vari accessori come passi d'uomo, gambe di sostegno, raccordi di collegamento sia a filetto che a flange, piccoli elementi costruttivi.

VERNICIATURA
Le carpenterie completamente finite vengono avviate alla verniciatura. Per fare in modo che le stesse resistano alla permanenza ininterrotta in acqua per una durata di molti anni, il ciclo completo è molto accurato e consta di numerose fasi.
Le carpenterie sono inizialmente trattate con una sabbiatura a polvere fine del tipo SA3 che permette l'asportazione di ogni traccia di grasso ed olii derivati dalla lavorazione meccanica del ferro e predispone il materiale per la successiva verniciatura.
E' importante che la verniciatura avvenga nel più breve tempo possibile dopo la sabbiatura in modo che il metallo non faccia in tempo a prendere umidità ed è per questo che nel nostro ciclo i due reparti sono uno adiacente all'altro.
Alle carpenterie viene applicata una prima mano di fondo che garantisce uno strato di protezione sottostante ma soprattutto aderisce molto bene al metallo e permette un successivo eccellente aggrappaggio della vernice sul fondo stesso.
Dopo l'applicazione del fondo si passa all'applicazione della vernice di finitura.
Sia per il fondo che per la finitura sono utilizzate delle vernici alle polveri di poliesteri, applicate per via elettrostatica. Il sistema è caratterizzato dall'utilizzo di una pistola collegata elettricamente che emette un morbido getto di polveri di poliesteri. Il pezzo metallico da verniciare è collegato ad un polo elettrico di segno opposto a quello emesso dalla pistola e in questo modo le polveri si depositano sul metallo in modo preciso e omogeneo.
Dopo l'applicazione della vernice in polvere, la carpenteria è passata in forno a circa 200° di temperatura in modo che le polveri in adesione sulla superficie metallica si sciolgano, formando una sorta di pellicola.
